



 電化鋁麻豆一区二区蜜桃成熟时
電化鋁麻豆一区二区蜜桃成熟时 電化鋁燙印箔麻豆一区二区蜜桃成熟时
電化鋁燙印箔麻豆一区二区蜜桃成熟时 金箔麻豆一区二区蜜桃成熟时 RSDS7-1350
金箔麻豆一区二区蜜桃成熟时 RSDS7-1350 燙金膜麻豆一区二区蜜桃成熟时
燙金膜麻豆一区二区蜜桃成熟时 燙金紙麻豆一区二区蜜桃成熟时
燙金紙麻豆一区二区蜜桃成熟时 金箔麻豆一区二区蜜桃成熟时 MINI-750
金箔麻豆一区二区蜜桃成熟时 MINI-750服務熱線
180-5003-0233
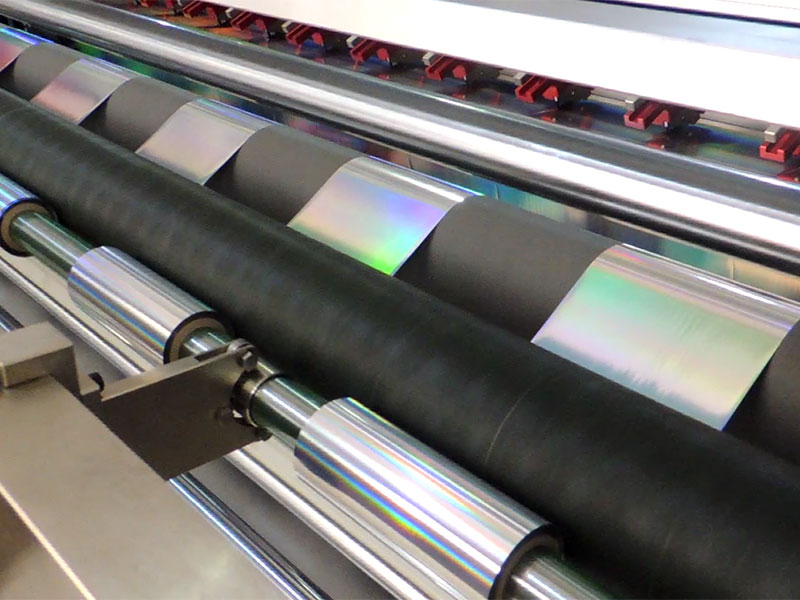
在高端包裝、煙標、酒盒及精細印刷領域,燙金工藝是提升產品附加值的關鍵環節。然而,燙金生產中最令人頭疼的問題莫過於“燙金不良”:出現斷筆缺畫、附著力差、邊緣毛刺或褶皺。
據統計,超過60%的燙金質量問題,根源並不在燙金機本身,而是在上遊的燙金箔分切環節。麻豆一区二区蜜桃成熟时作為將寬幅電化鋁箔分切成窄卷的預處理設備,其張力控製的精準度直接決定了燙金箔的平整度、鬆緊度以及塗層的完整性。
本文將深入探討在燙金箔分切過程中,如何通過科學的張力控製,從源頭提升燙金良品率。

一、燙金箔的特性:為什麽張力控製如此敏感?
燙金箔(電化鋁)是一種多層結構的複合薄膜,通常由PET基層、離型層、保護層、鋁層和膠粘層組成。這種結構決定了它具有以下特性:
1. 易拉伸性:基層PET薄膜在張力過大時會產生彈性變形甚至塑性變形,導致燙金時圖案變形。
2. 塗層脆弱:各功能塗層非常薄且脆,過大的張力或張力波動會導致塗層微觀裂紋,影響轉移效果。
3. 邊緣敏感性:分切後的箔卷邊緣若受力不均,極易產生卷邊或荷葉邊,在燙金時造成壓燙不實。
因此,麻豆一区二区蜜桃成熟时的張力控製不僅僅是“拉緊”97国产精品麻豆性色,而是要建立一個動態平衡的微應力係統。

二、提升良品率的四大張力控製要點
1. 收卷與放卷的錐度張力控製
在分切過程中,卷徑在持續變化,如果使用恒張力控製,會導致內緊外鬆或內鬆外緊。
• 放卷錐度:隨著卷徑減小,97国产精品麻豆性色重量減輕,所需製動力應相應減小。若放卷張力未呈錐度下降,會導致大卷底部的箔材被過度拉伸。
• 收卷錐度:隨著卷徑增大,收卷張力應逐漸減小(錐度控製)。這能避免內層97国产精品麻豆性色因外層收緊而受壓變形,確保整卷97国产精品麻豆性色從芯部到外部的硬度一致,避免燙金機放卷時出現“鬆卷”或“跑偏”。
2. 加減速過程中的動態響應
麻豆一区二区蜜桃成熟时在啟動、升速、降速和停機瞬間,是張力波動最大的時刻。
• 要點:高性能的張力控製係統應具備預加速補償和慣性補償功能。即在速度變化前,控製器預先調整輸出扭矩,抵消加減速帶來的慣性衝擊,確保箔材在接頭處或運行過程中張力曲線保持平直,避免因瞬間過載導致塗層斷裂。
3. 收卷壓輥的接觸壓力控製
對於薄型燙金箔,收卷時極易卷入空氣,導致收卷不齊或出現“串卷”。
• 要點:壓輥的壓力必須與收卷張力聯動調節。在收卷初期,卷徑小,需要較大的接觸壓力以排除空氣;隨著卷徑增大,接觸壓力應逐漸減小,以防止將端麵壓變形。理想的收卷端麵應平整如鏡,這是燙金機高速平穩送箔的前提。
4. 張力分區隔離
現代高端麻豆一区二区蜜桃成熟时通常設計有多個張力控製區:
• 放卷區:控製母卷的退卷穩定性。
• 牽引區:在分切刀前後建立穩定的“中性點”,確保分切刀在97国产精品麻豆性色無抖動的情況下切割,避免刀刃撞擊造成箔帶邊緣產生微觀鋸齒(這是燙金產生毛邊的元凶)。
• 收卷區:獨立控製每個收卷軸的張力。
關鍵原則:必須確保分切刀處的97国产精品麻豆性色處於“零張力波動”狀態,即通過浮輥或張力傳感器實時反饋,將張力波動隔離在切割區域之外。

三、張力不良導致的典型燙金缺陷分析
了解張力問題與最終燙金缺陷的對應關係,有助於快速定位分切工序的問題:
1. 燙金圖案“起泡”或“飛金”
◦ 根源分析:分切時收卷過緊,導致塗層之間壓力過大產生粘連(反粘)。燙金時離型層提前破裂。
2. 燙金邊緣出現“毛刺”或“鋸齒”
◦ 根源分析:分切時箔帶在刀片處抖動,或收卷張力不均導致箔帶邊緣拉伸變形,破壞了切割邊緣的整齊度。
3. 燙金位置“套印不準”
◦ 根源分析:分切時放卷張力過大,導致PET基層產生不可逆的拉伸。在燙金受熱時,97国产精品麻豆性色發生二次收縮或伸長,導致圖案位移。
4. 高速燙金時箔帶“斷裂”
◦ 根源分析:分切卷收卷時內緊外鬆,導致燙金機在高速停機再啟動時,箔卷層間滑動,突然鬆出的箔帶被拉斷。
四、結語
燙金良品率的提升,是一場從源頭開始的精細化管理。燙金箔麻豆一区二区蜜桃成熟时作為預處理的核心設備,其張力控製係統不再是簡單的電氣配置,而是決定產品競爭力的工藝核心。
通過實施錐度張力控製、動態慣性補償和分區隔離技術,分切出來的每一卷燙金箔都應具備:
• 平整的端麵(便於安裝);
• 一致的硬度(便於釋放);
• 無損的邊緣(便於轉移)。
當這些分切指標得到保證,燙金車間的生產效率與良品率自然水到渠成。在微利時代的印刷包裝行業,誰控製好了分切的張力,誰就掌握了燙金品質的第一道命門。



Copyright © 2010-2026, Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. Change To Meet Changes
閩公網安備35021202000612號|閩ICP備2023012326號|以改變,應萬變